

一种低温萃取葡萄籽油的新方法
栾小恒、端木凡林、刘民剑、田跃信
(安阳市晶华油脂工程有限公司)
摘要:本文介绍了低温萃取葡萄籽油的方法(4号溶剂浸出)、工艺过程、及其低温萃取的意义。
关键词:低温、萃取、葡萄籽油、4号溶剂
Alowtemperatureextractionofgrapeseedoilinthenewmethod
LuanxiaohengDuanmufanlinLiuminjianTianyuexin
(AnYangCityJinghuaoilandfatEngineeringCO.,Ltd.,455000)
Abstract:Thisarticledescribesthemethodoflowtemperatureextractionofgrapeseedoil(4,solventextraction),process,andthelowtemperatureextractionofmeaning.
Keywords:lowtemperature;Extraction;grapeseedoil;Butane;
1.前言:葡萄为葡萄科葡萄属植物,为落叶藤本植物,是世界古老的植物之一。我国葡萄资源较为丰富,年产量约有近600万吨,这些葡萄中约有80%用于酿酒,13%作为鲜果用,7%用于加工果汁及其它葡萄产品。作为葡萄酒工业的副产品,我国对葡萄籽的利用率并不高,每年均有大量的葡萄籽作为饲料或废物丢弃掉,对资源造成了极大的浪费。
葡萄籽含油量14%~17%,葡萄籽油含有大量的不饱和脂肪酸,
其含量高达90%以上,其脂肪酸主要是以亚油酸为主,含量在58%
~76%之间,比一般食用油——核桃油和红花油中的含量都高。葡萄籽油脂肪酸组成较为合理,是一种优良功能性食用油脂,在国外享有“食用美容品”美餐。早在50多年前,它已在欧洲许多国家上层社会餐桌上开始露面,近年来,其广泛用途被众多研究者所承认。
从葡萄籽中提取葡萄籽油现有多项生产技术,目前,国内已有数十家企业生产葡萄籽油,以适应国内国际要求,葡萄籽油提取是传统的压榨法和溶剂提取法。压榨法出油率较低,杂质含量高,且在挤压过程中形成高温,破坏不饱和脂肪酸;普通的溶剂提取法,所生产的产品中残留的溶剂丙酮、二氯甲烷、2-丙酮、正己烷(6号溶剂)等往往达不到国际粮农组织/世界卫生组织所制定标准的要求;超临界CO2萃取技术生产葡萄籽油工艺中,尽管使用了无毒、无味的二氧化碳作提取剂,可实现葡萄籽和油的分离,又没有溶剂残留毒性,易达到卫生标准,但是,该工艺操作压力较高(25~30Mpa),设备一次性投资过大,成本回收周期太长。而安阳市晶华油脂工程有限公司拥有的4号溶剂低温萃取技术提取葡萄籽油,弥扑了以上生产工艺的不足。
4号溶剂(主要成分为丁烷、丙烷)萃取技术,是食品加工业的新兴的一项萃取技术,它是利用4号溶剂沸点低、常温常压下是气态、很容易挥发的特点。用4号溶剂萃取葡萄籽油就是利用其特性,从原料中萃取、分离葡萄籽油。这种技术与传统的溶剂法相比大优点是常温萃取、低温脱溶。它克服了传统溶剂法在分离过程中,需蒸汽加热,破坏掉热敏性物质,萃取物和葡萄籽油中存在溶剂残留等缺陷。与CO2超临界萃取法相比,萃取压力低(4号溶剂萃取0.4~1.0Mpa),工艺简单,设备投资少,操作方便,能实现大规摸工业化生产。
经过我们多年的生产经验,现把我们的低温生产葡萄籽油的工艺介绍给大家,与大家共勉:
2.葡萄籽加工生产工艺:
葡萄籽→除杂→调质→软化→轧胚→低温浸出→低温粕
↓
葡萄籽毛油→精炼→成品油
2.1葡萄籽前处理工艺:
原料葡萄籽→输送→除杂→软化→除铁→轧胚→干燥→低温浸出
工艺说明:原料用风机经震动筛除杂,将葡萄籽中的皮渣、果渣等杂质除掉,然后经输送机投入软化锅中,放入一定水进行软化,升温至65℃—80℃,保温一定时间(15分钟左右),除铁后投入轧胚机轧胚,胚片厚度0.3毫米,水分保持在8%,把胚片输送到浸出车间。
2.2葡萄籽4号溶剂(低温)浸出工艺[1]:
4号溶剂是从液化石油气中提纯而来的,其主要成分为丁烷、丙烷,沸点均0℃以下。浸出过程是在一定压力(0.1~0.7Mpa状态为液体)和室温下进行的,实现油料的低温浸出。浸出粕和毛油中的溶剂是在低温、真空状态下脱除的,溶剂液化后循环使用。生产流程图及工艺流程简述(见图一)。
工艺过程:
1、将葡萄籽胚片装入浸出罐V201;
2、溶剂泵P201将4号溶剂注入浸出罐浸泡油料;
3、溶剂泵P201从浸出罐抽出混合油打入蒸发罐V203;
4、联通浸出罐与压缩机P204吸气口,使粕中残溶气化,进入压缩机,经压缩、冷凝器E201冷凝液化,溶剂回流到溶剂周转罐V204,再循环使用。葡萄籽粕排出浸出系统。
5、混合油进入蒸发系统,使4号溶剂
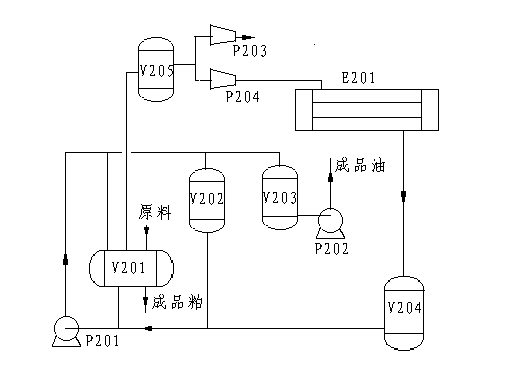
图一:萃取工艺流程示意图
E201冷凝器P201溶剂泵P202成品泵P203真空泵P204压缩机V201浸出罐V202混合液暂存罐V203蒸发罐V204溶剂罐V205缓冲罐
蒸发后与毛油分离。溶剂蒸气经压缩液化后循环使用。葡萄籽毛油排出蒸发系统。
2.3葡萄籽油精炼工艺:
葡萄籽毛油→过滤→水化→测定酸价→脱酸→脱水→脱色→脱臭→冷冻→精滤→成品油储蓄
操作要点:1.过滤去除葡萄籽毛油中固体悬浮物,毛油含杂不大于0.2%,2.水化:利用胶溶性杂质亲水性,将一定量热水、NaCI、磷酸等电解质溶液,在搅拌作用下加入热油中,是其胶溶性杂质凝聚沉降3.脱酸:检测过滤葡萄籽毛油中的酸价,根据酸价计算出理论加碱量和超碱量。脱除毛油中的游离脂肪酸,增加油透明度,降低烟点,防止氧化变质。4.脱色:在真空状态下,把油温升到105~110℃进行脱水,再利用白土和活性碳吸附葡萄籽油中的叶绿素等颜色,经过滤机将油中白土、活性炭滤掉。5.脱臭:将脱色油升温至180℃以上,真空度达到260pa条件下,利用水蒸气气提的原理,用直接蒸汽进一步脱除油中臭味及残余的游离脂肪酸、降低色价及过氧化值。6.脱蜡:将油进行缓慢冷冻,使葡萄籽油逐渐降温至-10℃左右,使其充分结晶,再经冷冻过滤脱去腊(脂)质,葡萄籽油达国家一级有标准。
3.产品质量的对比
4号溶剂沸点低、组分纯、浸出产品残溶低,浸出过程温度低、选择性好,色素、磷脂等杂质的浸出量少,所以,产品质量高。与6号溶剂浸出粕、油质量对比如下:
3.1浸出粕质量好
表1 浸出粕质量对比
项 目 | 4号溶剂浸出粕 | 6号溶剂浸出粕 |
色 泽 | 微 白 色 | 微 黑 色 |
残 油(%) | 1 | 1 |
残 溶(mg/kg) | <50 | <700 |
水溶性蛋白保持率(%) | 90—93 稳定 | 74—85 不稳定 |
脱溶温度(℃) | <40 | >100 |
3.2浸出油脂质量好
表2 浸出油脂质量对比
项 目 指 标 | 4号溶剂浸出毛油 | 6号溶剂浸出毛油 |
色 泽 | 黄70 红3 | 黄70 红5.5 |
酸 价 | 2.3 | 4.51 |
卵磷脂含量(%) | 0.13 | 0.9 |
残 溶(mg/kg) | <30 | >30 |
4.4号溶剂低温萃取的意义
4号溶剂浸出油脂技术,是油脂提取方法的一次创新,具有巨大的经济效益和深远的社会意义,它不但能大幅度降低油脂加工成本,而且为贵重油料的提取,及植物蛋白的开发利用创造了条件。在环保方面,将使油脂工业发展发生根本性的变化。主要体现在以下几个方面:
4.1实现粕的低温脱溶
目前的6号溶剂浸出生产中,由于溶剂的沸程60~90℃,脱除粕中和油中的溶剂须使其温度上升到100℃以上,从而造成了粕中植物蛋白的变性,极大地阻碍着植物蛋白资源的开发利用。4号溶剂浸出油脂工艺用简单的方法实现了低温脱溶,避免了植物蛋白的变性,开辟了广阔的植物蛋白资源,将对人们的饮食结构产生一定的影响,具有深远的社会意义。与此同时,粕利用价值的提高也将带来客观的经济效益。
4.2实现了医药、化工方面的保质提取
由于该工艺生产温度低(<40℃),对油中和粕中的热敏物质如维生素、生物活性物质、色素等的影响较小,可以实现贵重油料的保质浸出,如对微生物油花生四烯酸、灵芝孢子油、月苋草籽、沙棘、小麦胚芽、黑加仑籽等。目前,利用此技术建成的武汉烯、武汉福星、内蒙古金达威微生物油脂提取车间运转很好,各项指标均符合要求。
对色素的提取更是独树一帜,尤其是万寿菊叶黄素的提取国际市场占有率在80%以上,且有逐年扩大的趋势。用此工艺提取的叶黄素收率在97%以上,且色价在130以上。目前建成的企业有云南曲靖博浩、淄博天音、甘肃中贤、河北中进等生物公司。
4.3溶耗低、蒸汽用量少
四号溶剂浸出油脂,由于设计了新颖的“工艺系统内部热交换技术”且溶剂易蒸发,易回收,故节约了大量的溶剂和蒸汽,一般情况:溶剂消耗£8kg/t,蒸汽消耗£60kg/t。
4.4减少环境污染
由于本工艺系统使用很少的蒸汽,故在减少了锅炉的煤消耗的同时,减少了因燃烧煤排放的烟尘、废渣、废水,从而减少了环境污染。
4.5应用领域广
脂溶性提取上该工艺已成功地应用于万寿菊黄色素,辣椒红色素的提取;沙棘籽油、月见草籽油,葡萄籽油等贵重油料的提取;灵芝孢子、花生四烯酸(AA)、除虫菊脂、聚酯酰胺等医药、化工方面的提取、提纯,能很好地保护其有效成分及活性物质不被破坏。
植物蛋白综合加工上有:核桃油脂提取及核桃蛋白的综合开发利用;大豆油脂提取及大豆蛋白的综合开发利用;棉籽油脂提取及棉籽蛋白的综合开发利用等,在提取油脂的同时植物蛋白不变性。
参考资料
[1]端木凡林,樊云霞等.核桃油及核桃脱脂蛋白粉制取工艺.中国油脂.1999,24(6):20—21

 端木经理 18837251012
端木经理 18837251012



















